
1. Fusing-An Understanding
Fusing is the process of fixing a fusible interlining to the outer fabric by application heat & pressure. In this process the interlining & outer fabric composite is heated up to a specified temperature; as recommended by the manufacturer (depending upon the melting point of adhesive used in the coating). After few seconds when the adhesive becomes plastic, then it is forced inside the fabric texture by using pressure. After fusing is complete, the composite has to be gradually cooled down to convert the plastic adhesive into its original solid state to form a strong bonding.
1.1 Objective:
Fusing is done to achieve any one or multiple of the following objectives in a garment or made ups:
• Improve dimensional stability & shape retention / crease recovery property of outer fabric
• Improve aesthetic value, appearance and handle of fused part.
• Value addition to the garment
• Reduce stitch puckering & increase seam strength.
• Valuable aid in production for eliminating some stitching operation & better reliability of reproducing consistent good quality.
• Increased ease of handling, faster & better production.
1.2 Fusible Interlinings
The term fusible interlinings are applied to a base fabric having a deposit of thermoplastic resin (usually on one side) which can be bonded to another fabric by heat and pressure.
1.3 Usage
Interlining is basically anything used between 2 layers of fabric to give more body. A fusible interlining is thin layer made from woven, knitted or non-woven material bonded mechanically or thermally which when fused with fabric panel can give reinforcement, durability and can also stabilize and makes sewing work easier while sewing.
These can be applied by fusing (fusible) or sewing (sew-in), so for this purpose the fabric that would give the desired results should be selected.
2. Components
In total, fusing technology is concerned with:
- Base cloth
- Resins
- Coating systems
- Machinery and equipment
- Control of quality
2.1 Base Cloth
The base cloth, also called the substrate, is an interlining material on which the thermoplastic resin coated, sprayed or printed. Base cloth is produced in a variety of woven, knitted and non-woven forms form natural or synthetic fibers and each type has a specific application.
Irrespective of the construction and fibers used, the base cloth influence the following characteristics in the finished garment:
- Handle and bulk
- Shape retention
- Shrinkage control
- Crease recovery
- Appearance in wear
- Appearance after dry-cleaning or washing
- Durability
The properties of different base material sometimes overlap to a considerable extent so the following description contain some generalization
2.1.1 Woven Substrate
Due to their construction, woven substrates are not easily distorted by wear or cleaning and they exert a large degree of control on shrinkage and shape retention, but these properties are not particularly conducive to a soft and natural handle, which is a much sought after attribute for contemporary garments.
Development of twill weaves with fine warp threads and thicker weft threads have improved the handle and bulk properties of this type of base cloth.
2.1.2 Knitted Substrate
Knitted substrates provide a degree of elasticity to the laminate by yielding, together with the top cloth, to body and limb movements. The first knitted substrate was warp knitted, and when weft inserted yarns were introduced into construction, knitted base cloth became widely accepted for fusing to woven top cloth.
A big advantage of a weft-insert substrate is that it has a natural handle whilst being resilient in the warp direction, i.e. around the body area where it is used. As the knitting process is generally faster than weaving, these materials are cheaper than woven substrate.
2.1.3 Non-Woven Substrate
Nonwoven substrates are made of a series or mixture of fibers held together at bond sites. The fibers can be natural, synthetic or various combinations of the two, but due to the cost of the natural fibers, most nonwovens are constructed from synthetic fibers. The most commonly used fibers for general purpose fusible are viscose, polyester, acrylic and nylon. Nylon fibers tend to produce relatively firm substrate and are often used when a component requires additional stiffening.
2.1.3.1 Bonding Fabric or Fusible Web.
Another type of fabric adhesive is iron-on bonding fabric, sometimes called fusible web, a layer of adhesive material placed between two layers of “regular” fabric to fuse them together permanently. It comes in tape and sheets, with or without backing paper. Some fusible webbing has pressure sensitive adhesive on both sides to hold items in place temporarily before they are ironed to fuse them. Another kind has a grid printed on it to assist with cutting to fit.
The bonding fabric can be cut to shape first and fused to both the appliqué and the backing fabric by being sandwiched in between and heated with a steam iron. Alternatively, a whole sheet of fabric may be turned into bondable fabric by fusing the bonding fabric to it with the backing sheet left on the other side. The newly created bonding fabric can then be cut to any size and shape, and used as an appliqué by removing the backing sheet and fusing it to other fabric.
Fusible web in tape form can be used for hemming garments, pillow cases, blankets, table cloths, and curtains. Tape widths include ¼ inch, 5/8 inch, ¾ inch and 1¼ inches (~6.4 mm, ~15.9 mm, ~19 mm, and ~32 mm). To hem with fusible web, place it between the hem allowance and the garment or other item, setting it down a bit from the edge of the hem allowance. Pin it and iron according to directions. For heavy material, a wider strip up to the depth of the hem allowance is used to give the hem more strength. This kind of tape can also be used in no-sew projects, including quilts.
The orientation of the fibers in the substrate influences its end use. The three standard web formations are:
- Random
The fibers are orientated randomly and the resultant substrate in omnidirectional. This property helps with material utilization but the fusible itself lacks strength and resilience in any one direction.
- Parallel
As the same implies, the fibers are oriented to the length of substrate which makes this fusible ideal for preventing stretching.
- Cross-laid
In this web, the fibers are oriented at an angle of 45o across the substrate, which gives the opportunity of cutting components on the true bias or on the straight.
Some other types:
- Water Repellent Interlines are thermal bonded, non-woven specifically designed for rainwear piece goods. Thermal bonded non-woven and circular knits can withstand the rigors of commercial wash processes such as garment wash, enzyme wash, stone wash, bleach wash etc.
- Embroidery backings are made from non woven non fusible interning materials which are easily tear-able. For washed garments nonwoven interlines are now available which are easily soluble in hot or even normal water.
- Hair Interlines are woven canvas made from horse hair mostly used in men’s formal jackets, blazers etc.
2.2 Resins
These are the materials applied to the base cloth, and when subjected to heat and pressure they become the sole bonding agent between the top cloth and the interlining. Thermo plasticity, or change with heat, is the basis of all fusible interlinings, in its cold state the resin is not adhesive and only become viscous when heated. Through the application of pressure, the heated resin penetrates into the top cloth; on cooling it solidifies again forming a bond between the two fabrics.
Today no naturally occurring resins are used for interlinings, but a large variety of thermoplastic resins including polyamides, polyester and PVC.
2.2.1 Conditions
Irrespective of the type of resin used, they have to conform to the following conditions:
- Upper Limit Temperature:
The resin should become viscous at a temperature below that which would damage the top cloth. Whilst this temperature varies according to the composition of the top cloth, it rarely exceeds 175oC.
- Lower limit fusing temperature:
This is the lowest temperature at which the resin starts to become viscous. For most fusible this is about 110oC, and for the fusible used for leather and suede materials, the temperature is considerably lower.
- Cleanability:
The adhesive properties of the resin have to be sufficiently strong to withstand washing and/or dry cleaning throughout the normal life of the garment.
- Handle:
The resin must contribute to the required handle and not act as an unwanted stiffening agent on the final laminate.
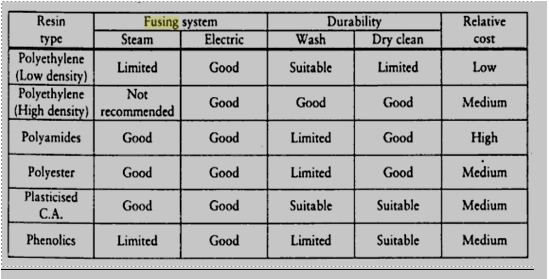
2.2.2 Resin types and applications
The types and properties of the most widely used resins are:
- Polyethylene- At a different densities this is suitable for wash and wear garments or for those which have to be dry-cleaned only
- Polyamide- All polyamide resins produce full dry-cleanable.
- Polyester- These resins have the same general properties as polyamides but are generally a little cheaper.
- PVC- Used extensively for siliconised rainwear fabrics.
- Plasticised cellulose acetate- A multi-purpose resin which is both washable and dry cleanable.
- Plasticised polyvinyl acetate- Mainly used for leather and fur materials but is not dry-cleanable and has very limited washability.
3. Coating of Resin on Substrate
There are two aspects of coating: density and coating system.
3.1 Density
Resins are applied to substrates in three different densities- low, medium and high – and the degree of density refers to the actual mass per unit volume of the resin material. This physical density is directly related to the melting point of the resin and its resistance to dry-cleaning solvents, and as a rule of the resin and its resistance to dry-cleaning solvents, and as a rule the higher the density, the better the resin stands up to dry-cleaning.
3.2 Coating system
This refers to the process whereby the resin is deposited and secured on the substrate. There are three principle methods:
- Scatter coating: This method uses electronically controlled scattering heads to deposit the resin crystals on to the moving substrate. The drawback of this method is that the substrate surface is covered with resin, which reduces the flexibility of the laminate.
- Dry dot printing: In this process the resin is printed on to the substrate in regularly spaced dots by means of rollers with indentations which hold the resin crystals. This method is generally regarded as the most flexible bond.
- Preformed: The resin is heat processed to form a net which is then bonded onto the substrate by heat and pressure. During heating the link lines of the net melt, leaving a minute dot pattern on the base cloth. This method is also used to produce paper-backed tapes which are used for fastening hems and facings instead of blind-stitching or felling.